机床护板,油缸防护套,承重型拖链_山东庆云奥兰机床附件制造有限公司

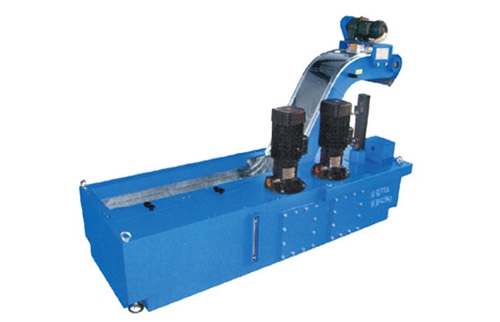 YC系列永磁式排屑机装置YC系列永磁式排屑机装置是利用永磁材料所产生的强磁场的磁力...
YC系列永磁式排屑机装置YC系列永磁式排屑机装置是利用永磁材料所产生的强磁场的磁力... EWT系列开口式软管EWT系列开口式软管特点:全程可开,按装,改造设备非常方便,...
EWT系列开口式软管EWT系列开口式软管特点:全程可开,按装,改造设备非常方便,...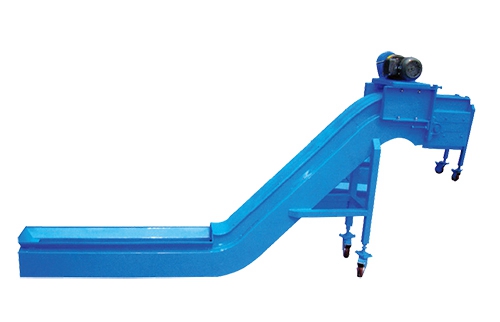 刮板式排屑机刮板式排屑机刮板宽度多元化,提供了的搭配弹性及的应...
刮板式排屑机刮板式排屑机刮板宽度多元化,提供了的搭配弹性及的应...曲轴机床也有其加工限度,只有合理地应用合适的加工机床,才能发挥曲轴加工机床的性,从而提高工艺的加工效率。
◎如果有曲轴颈凹槽,则无法加工数控内铣削机;当曲轴颈轴方向有凹槽时,数控高速外车床和数控内车床均不能加工,但数控车―牵引车床可以方便加工。
◎如果需要加工平衡块的侧面,NC端铣床应该是优先机床,端铣床的外圆位置,刚性好,特别适用于大规模的锻造曲轴加工。此时,不适用于数控车―车拉伸机床,在需要曲轴平衡块侧面加工的情况下,采用数控车―车拉伸机床加工,平衡块侧面间断切削,且曲轴转速非常高,在这种加工情况下,崩刀现象较严重。
◎在曲轴轴颈没有凹槽且平衡块侧面不需要加工的情况下,原则上可以加工几台机床。加工乘用车曲轴时,主轴头部采用数控车―车拉伸机床,连杆头部采用数控高速外削机床应为较佳且的加工选择;在加工大型锻造曲轴时,主轴颈和连杆颈采用数控端铣床加工机较为合理。
曲轴分为大体型的锻钢曲轴和轻量化的乘用车曲轴,锻钢曲轴颈一般没有凹槽,侧面需要加工,残留量大。轿车的曲轴一般在轴颈有下沉的沟槽,侧面不需要加工。因此可以得出结论:锻造钢曲轴采用数控端铣床,轿车曲轴加工首部采用数控车―车拉伸机床,采用数控杆头高速外削机床是比较合理的加工选择。

